- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

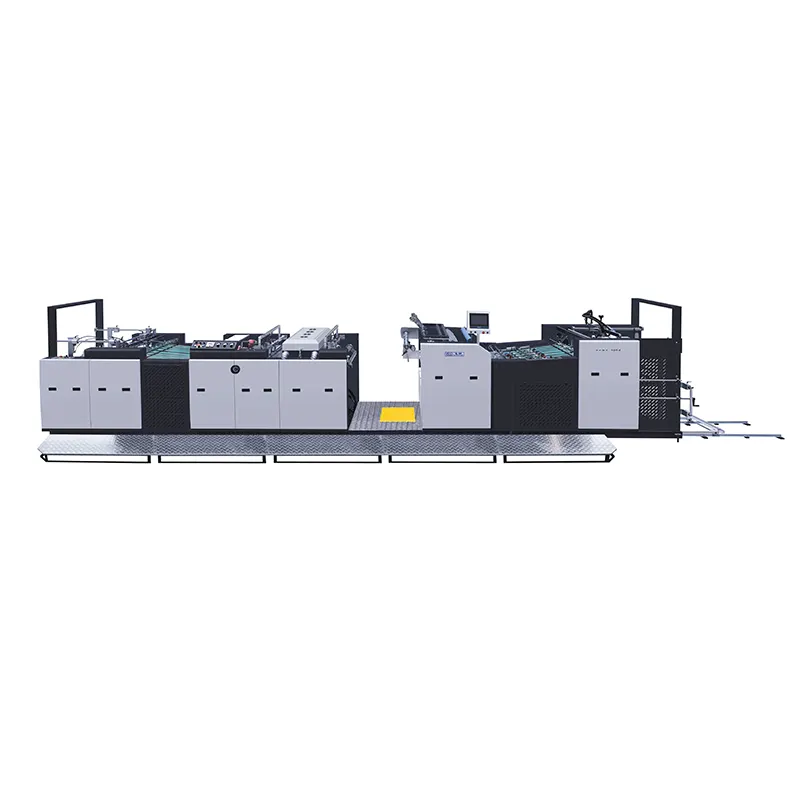
Arbejdsprincip for automatisk film Lamineringsmaskine
I den moderne emballageudskrivning og relaterede forarbejdningsindustrier,Automatiske film LamineringsmaskinerSpil en ekstremt vigtig rolle. De kan anvende en beskyttende film på overfladen af forskellige trykte materialer eller andre materialer, som ikke kun forbedrer udseendet og strukturen af produkterne, men forbedrer også deres holdbarhed og beskyttende ydeevne. At have en dybdegående forståelse af arbejdsprincippet for automatiske film Lamineringsmaskiner er af stor betydning for praktikere inden for relevante brancher, udstyrsbrugere og dem, der er interesseret i emballageprintprocesser. Det hjælper dem med at træffe klogere beslutninger og tage mere passende handlinger i aspekter såsom indkøb af udstyr, drift, procesoptimering og fejlfinding. Denne artikel vil gennemføre en omfattende og detaljeret analyse af arbejdsprincippet for automatiske filmamineringsmaskiner for at afsløre de tekniske mysterier og driftsmekanismer bag dem.
I. Grundlæggende komponenter i automatiske film Lamineringsmaskiner
(I) Afviklingsmekanisme
Den afviklingsmekanisme er startdelen af den automatiske film, der laminererer, og er hovedsageligt ansvarlig for at bære og frigive filmrullen, der skal lamineres. Det er normalt udstyret med et justerbart spændingskontrolsystem for at sikre, at filmen kan udsendes med stabil og ensartet spænding gennem hele lamineringsprocessen. For eksempel bruges spændingssensoren til at overvåge filmenes spænding i realtid, og ved hjælp af motorer eller bremser og andre enheder foretages dynamiske justeringer i henhold til de indstillede værdier for at undgå filmstrækning og deformation forårsaget af overdreven spænding eller filmrynke på grund af utilstrækkelig spænding, hvilket giver en god filmforsyningsfundation til de substansent lamineringsprocesser.
(Ii) Lim applikationssystem
Kernefunktionen i limapplikationssystemet er at jævnt påføres lim på overfladen af filmen. Afhængig af forskellige krav til lamineringsproces og limtyper er der forskellige limapplikationsmetoder. Den almindelige er rullebelægning, der bruger en belægningsrulle til at hente lim fra limtanken og overføre den jævnt på filmen. Denne metode kan nøjagtigt kontrollere mængden af påført lim og er velegnet til forskellige limviskositeter og filmmaterialer. Derudover er der også knivbelægningsmetoden. Ved at bruge en skraber til at fjerne det overskydende lim er der kun et ensartet og præcist tykt limlag efterladt på filmen, som er især velegnet til fine lamineringsoperationer med høje krav til limbelægningsmængde, såsom laminering af emballagematerialer til elektroniske komponenter.
(Iii) Lamineringsmekanisme
Lamineringsmekanismen er den vigtigste del af at realisere limning af filmen og underlaget. Det består hovedsageligt af en trykrulle og en opvarmningsrulle (i den varme lamineringsproces) eller en kølrulle (i den kolde lamineringsproces). Trykrullen anvender et bestemt pres for at gøre filmen med lim tæt kontakt underlaget, hvilket sikrer, at limet kan være fuldt vådt og binde de to. I den varme lamineringsproces overføres opvarmningsrullen til filmen og underlaget for at få limet hurtigt til at styrke lamineringens fasthed og produktionseffektivitet. Mens den kolde lamineringsproces reducerer kølrullen temperaturen på limet for at gøre den gradvist størknet i en naturlig tilstand. Denne proces er relativt miljøvenlig og er velegnet til nogle materialer, der er følsomme over for temperatur eller ikke bør opvarmes.
(IV) REWINDING MEKANISME
Rakningsmekanismen er placeret i slutningen af den automatiske film Lamineringsmaskine, og dens funktion er at afvikle de laminerede produkter pænt. I lighed med den afviklingsmekanisme har spolingsmekanismen også en spændingskontrolfunktion for at sikre, at produkternes fladhed og tæthed under viklingsprocessen. I mellemtiden kan det også være udstyret med en længde måleenhed eller en tæller til nøjagtigt at tælle længden eller mængden af de laminerede produkter, hvilket er praktisk til produktionsstyring og kvalitetskontrol. For eksempel i den store lamineringsproduktion af trykte materialer kan længdemåleindretningen nøjagtigt kontrollere længden af hver rulle laminerede produkter for at sikre konsistensen af produktspecifikationer.
Ii. Arbejdsproces med automatiske film Lamineringsmaskiner
(I) Filmafvikling og forbehandling
For det første er den valgte filmrulle installeret på den afviklingsmekanisme, og spændingsstyringssystemet for den afviklingsmekanisme indstilles oprindeligt i henhold til parametre som materialet, tykkelsen og bredden af filmen. Efter at have startet den afviklingsmekanisme, begynder filmen langsomt at blive frigivet under trækkraft af spænding og passerer gennem en række guide ruller for at komme ind i limapplikationssystemet glat. Før man kommer ind i limpåføringssystemet, kan der være forbehandlingsprocesser, såsom støvfjernelse og statisk eliminering for at fjerne støvpartikler og statisk elektricitet på overfladen af filmen, forbedre limens vedhæftningseffekt på filmen og sikre den lamineringskvalitet. For eksempel ved at bruge en statisk eliminator til at frigive modsatte ladninger for at neutralisere den statiske elektricitet på overfladen af filmen, forhindrer det støv i at være vanskelig at fjerne på grund af elektrostatisk adsorption.
(Ii) Limpåføring
Når filmen er kommet ind i limapplikationssystemet, begynder limapplikationssystemet at fungere i henhold til den forudindstillede limapplikationsmetode og parametre. For eksempel, når du bruger rullebelægning, roterer coatingrullen for eksempel med en bestemt hastighed for at dyppe lim fra limstanken og derefter jævnt påfører limen på overfladen af filmen. Under denne proces vil faktorer såsom viskositeten af limet, rotationshastigheden af belægningsrullen, limniveauet i limtanken og kløften mellem skraberen og belægningsrullen alle påvirker mængden og ensartetheden af limet påført. Operatører skal nøjagtigt justere disse parametre i henhold til de faktiske lamineringskrav og materialegenskaber for at opnå den ønskede limapplikationseffekt. For eksempel, når det laminerede produkt har et højere krav til tykkelsen af limet, kan belægningsrullenes rotationshastighed øges passende, eller limniveauet i limtanken kan øges. Når der kræves et tyndere og mere ensartet limlag, kan kløften mellem skraberen og belægningsrullen reduceres.
(Iii) Limning og hærdning
Filmen med lim transporteres fortsat fremad og går ind i lamineringsmekanismen. På dette tidspunkt sendes underlaget (såsom trykte materialer, papir, tavler osv.) Også til lamineringsmekanismen gennem den tilsvarende transportenhed for at møde filmen. I lamineringsmekanismen anvender trykrullen et bestemt pres for at gøre filmen og underlaget tæt bundet sammen, og limet begynder at våde og binde de to under trykets handling. I den varme lamineringsproces overføres opvarmningsrullen til den bundne film og substrat for at få limet til at størkne hurtigt og danne et fast lamineret lag. Temperaturen på opvarmningsrullen, trykrullen og bindingstiden skal alle optimeres og justeres i henhold til forskellige materialekombinationer og lamineringskrav. For nogle underlag med en relativt hård struktur kan det for eksempel være nødvendigt at øge trykrulens tryk korrekt for at sikre fuld binding mellem filmen og underlaget. For nogle varmefølsomme materialer skal temperaturen på opvarmningsrullen reduceres for at forhindre, at materialerne deformeres af varme. I den kolde lamineringsproces spiller kølrullen en rolle i at reducere limens temperatur og fremme dens naturlige størkning. Selvom hærdningstiden er relativt lang, kan den undgå risikoen for materiel deformation forårsaget af opvarmning.
(Iv) Rollende og færdigt produktbehandling
De laminerede og hærdede produkter går endelig ind i spolingsmekanismen. Volde -mekanismen afvikler produkterne pænt i henhold til den indstillede spænding og viklingshastighed. Under spolingsprocessen overvåger og justerer spændingskontrolsystemet og justerer viklingsspændingen i realtid for at sikre, at produkterne vikles tæt og fladt. I mellemtiden registrerer længdemålingsenheden eller tæller længden eller mængden af sårprodukterne. Når den forudindstillede værdi er nået, stopper spolingsmekanismen automatisk tilbage. Når tilbagevindingen er afsluttet, kan produkterne organiseres yderligere, skåret eller pakkes efter behov for efterfølgende opbevaring, transport eller salg. For eksempel for nogle laminerede produkter med stor format kan de f.eks. Skæres i produkter i mindre størrelse, der opfylder specifikke specifikationskrav og derefter pakkes.
Afslutningsvis,Automatiske film LamineringsmaskinerKan afslutte lamineringsoperationen for forskellige materialer effektivt og præcist gennem det koordinerede arbejde for hver komponent og efter en specifik arbejdsproces. Med den kontinuerlige fremskridt inden for videnskab og teknologi bliver arbejdsprincippet for automatiske filmamineringsmaskiner også konstant innoveret og optimeret, og dens applikationsudsigter inden for emballageprint og andre industrier vil være endnu bredere, hvilket giver stærk teknisk support til forbedring af kvaliteten og diversificeringen af produkterne.
Hvis du er interesseret i vores produkter eller har spørgsmål, er du velkommen til at kontakte os vedtelefon eller e -mail.